想了解钢板卷管品质过硬产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:蚌埠蚌山钢板卷管品质过硬的图文介绍

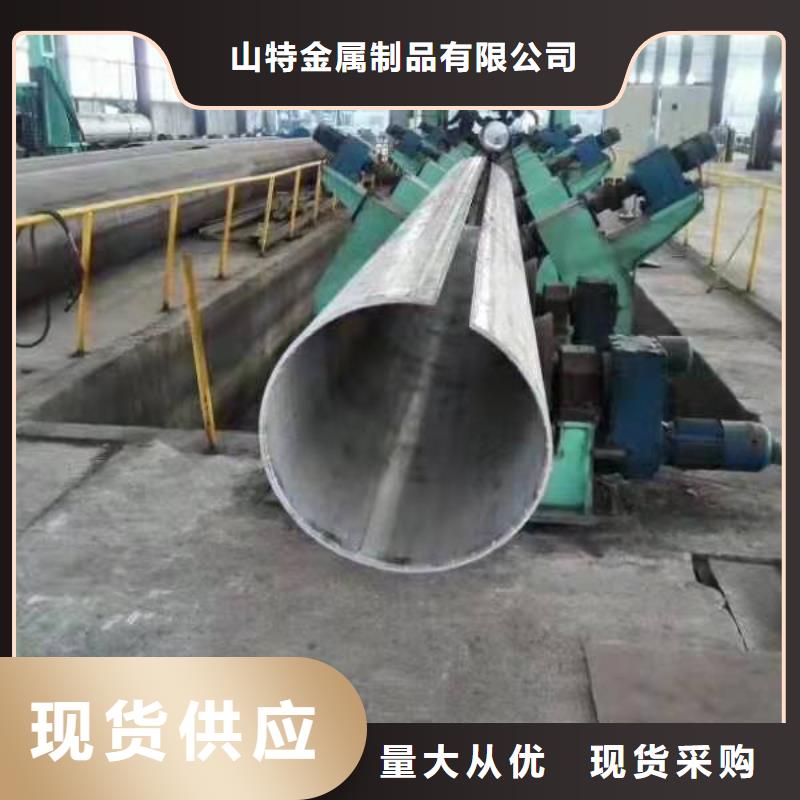
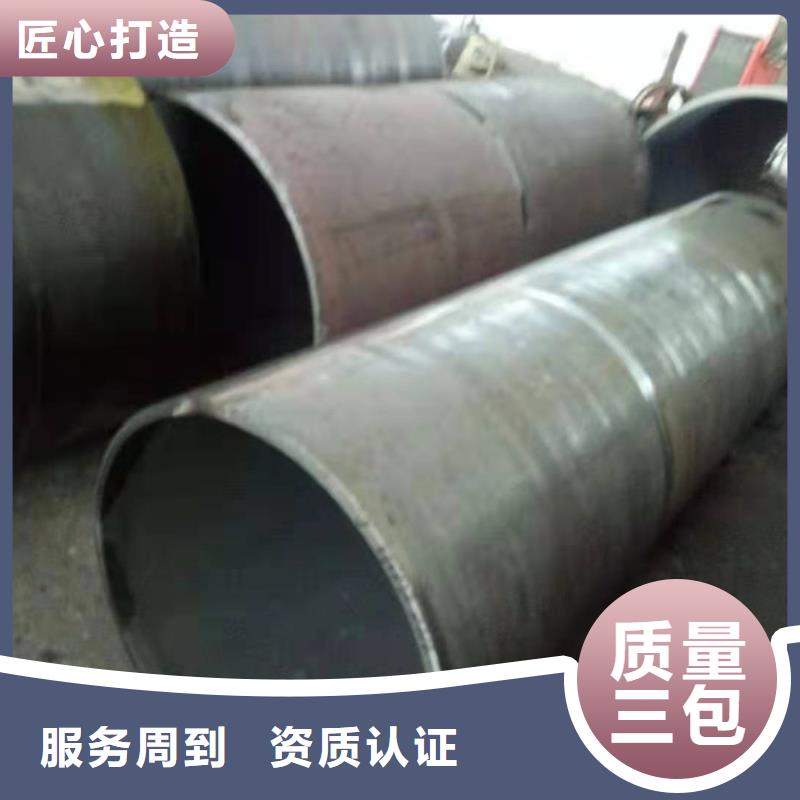
钢板卷管新而干净的铝和其他软卷筒金属可以用溶剂清洗充分清洁。尘土和松散的腐蚀物可用清洁剂去除干净;旧涂料可以用塑料粒子或其他轻喷砂方法而用粗粒子(钢珠或钢丸)喷砂法会损坏软金属表面。这些金属表面可以先清洗以增加对油性或乳胶涂料的附着性。? 2、合金钢? 低合金钢卷筒一般不需要通过涂装来防护,但要依靠所形成的自然氧化膜。如果需要去除不明显的锈斑进行涂装就需要高压或超高压水喷射法。为达到表面粗糙度,还要求增加喷砂粒子。一般采用钢结构通常使用的涂装系统. 温馨提醒:卷筒金属材质表面涂装目的是为了满意外观,为使得底漆和不金属紧密附着,需要足够的粗糙度,通常用坚硬的非铁喷砂粒子,如氧化铝、石榴石、金刚砂 厚壁卷管致力于生产环缝、纵环各类卷管及钢制压力钢管并在传统卷制设备同类规格型号的基础上进行改造。使卷焊钢管设备的各项参数提高30%之功能,填补了原有传统卷制设备不能生产的空白。可生产直径400以上,壁厚8-100mm的钢管。材质主要有Q235、Q345、20#、16锰、16锰容等。产品执行标准为:GB/T50205-2001、GB/T3092-2001等。产品广泛用于石油、化工、天然气输送、打桩及城市供水、供热、供气等工程。


钢板卷管这类缺陷防止的措施有:不使用药皮开裂、剥落、变质及焊芯锈蚀的焊条,生锈的焊丝必须除锈后才能使用。所用焊接材料应按规定温度烘干,坡口及其两侧清理干净,并要选用合适的焊接电流、电弧电压和焊接速度等 卷筒可用金属铸造成形工艺直接获得零件的铝合金,铝合金铸件。该类合金的合金元素含量一般多于相应的变形铝合金的含量。铸造铝合金除含有强化元素之外,还必须含有足够量的共晶型元素﹙通常是硅﹚,以使合金有相当的流动性,易与填充铸造时铸件的收缩缝。?



放样下料 必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按钢板卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。


钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。


山特金属制品(蚌山区分公司) 桥式滤水管常备规格存货充足,可定制 桥式滤水管。多年来的厚积薄发,发挥其良好的商业诚信,赢得了广大供应商和销售商的大力支持,在业内享有了一定声誉。追随 桥式滤水管市场的不断革新,我们坚守“做精、做专、做强”的发展理念,来契合时代的变化和行业的新机遇。







 扫一扫
扫一扫