





 扫一扫
扫一扫
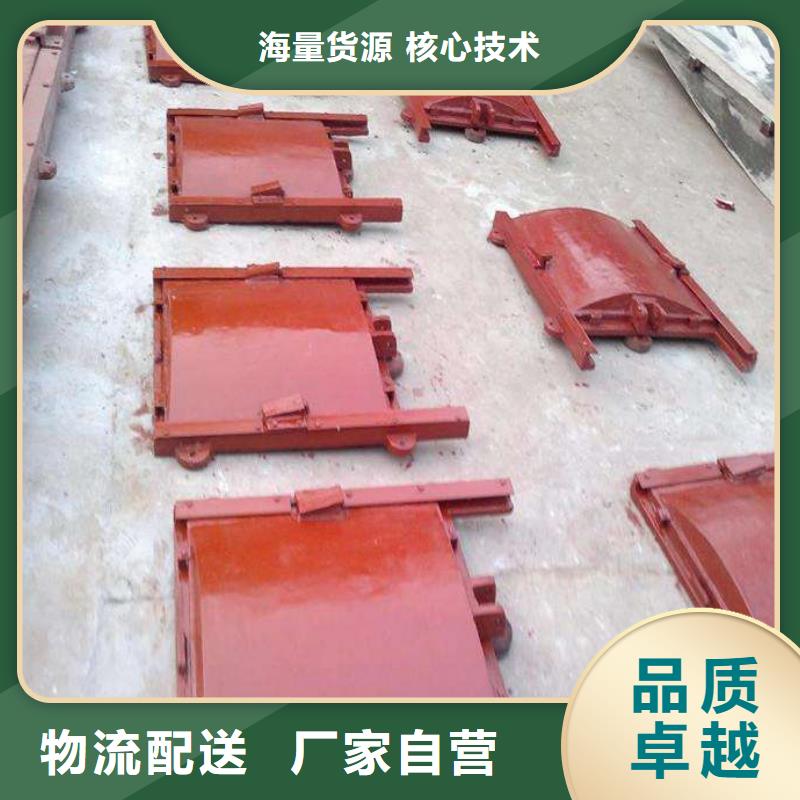
厦门海沧哪里有销售 底轴液压闸门,不用东奔西跑,本站商家耀禹水利机械厂(海沧区分公司),报价实在,价格便宜,厂家直销,规格齐全,库存充足。下面是部分产品图片和介绍,更新信息赶紧联系商家吧!


主要部件材质: 门板 不锈钢 闸槽 不锈钢 密封条 橡胶 传动螺杆 45#钢 传动螺母 铜合金 门架 不锈钢 螺栓、螺母、垫圈 不锈钢 五、设备设计、制造、检验所遵循的标准目录: 该设备设计、制造、检验测试、验收标准、标志包装运输贮存及安装调试 过程所遵循ISO9001质量体系保证及有关通用标准,这些标准为国标(GB)部标(JB)或企标。这些通用标准目录省略,只提供专用标准如下: JB2932-86 水处理设备制造技术条件 GB5796-1986 梯形螺纹 GB12220-1989 通用阀门标志 GB12222-1989 多回转阀门驱动装 置的连接 GB12225-1989 通用阀门,铜合金铸铁技术条件 GB/T12252-1989 通用阀门 供货要求 ZB J16002-1987 阀门电动装置 技术条件 AWWAC501-87 美国水协标准 GBJ303-88 建筑电气安装工程质量检验评定标准 TJ305-75 建筑安装工程质量检验评定标准—通用机械设备安装工程 TJ306-77 建筑安装工程质量检验评定标准容器工程 TJ307-77 建筑安装工程质量检验评定标准—工业管道安装工程 GB50268-97 给水排水管道工程施工及验收规范 GB50235-97 工业金属管道工程施工及验收规范 GB50231-98 机械设备安装工程施工及验收通用规范 SZ-06-99 排水工程机电设备安装质量检验评定标准 GB50278-89 起重设备安装工程施工及验收规范
DL/T5018-94 钢闸门制造、安装及验收规范 GB/T13927-92 通用阀门压力试验 JB/ZQ4000.2-86 切削加工件通用技术条件 JB/ZQ4000.3-86 焊接件通用技术条件 JB/T5000.5-98 有色金属铸件通用技术条件 JB/ZQ4000.9-86 装配技术条件 JB/ZQ4000.10-86 涂装通用技术条件 JB/ZQ4286-86 包装技术通用技术条件 GB1220 不锈钢棒 GB3797-84 装有电子器件电控箱技术条件 GB/T4942.2-93 低压电器外壳防护等级 GB8923-85 涂装前钢材表面锈蚀等级和除锈等级 YJ010 抛丸喷砂技术条件及检验方法 JB/Z4000.1-86 产品检验通用技术条件 制造厂 渠道闸门安装技术手册 适用于本产品的“产品出厂前的检验规则和方法” 适用于本产品的“产品安装手册”及“产品安装检验规则和方法” 适用于本产品的“产品型式试验规则”“产品的试验方法” 以上技术标准如有废止,执行现行技术标准





启闭形式 手电两用 启闭力 3t 启闭机型号 QSD-3 电机功率 1.1KW 电机防护等级 IP55 电机绝缘等级 F 适用电源 3相380V 工作制 间歇运行 二、主要结构及工作原理 铸铁镶铜闸门主要由门框、门体、导轨、楔紧装置、密封面等部件组成。 1、主要结构 (1)、门框由优质铸铁材料整体浇铸而成,门框两侧自带导槽,精加工之后作门体升降的导轨。门框平面经龙门刨及立车精加工并分别加工一道槽,以便镶入青铜密封面。 (2)、 门体为整体铸造的方形平板,并在迎水面自带“#”字形的加强筋,加强筋的数量视闸门规格大小而定,一般间距为250~350mm之间。门体平面精加工并带有镶铜条的槽,以便镶入青铜密封面,门体两侧精加工与门框侧槽配合,形成上下滑轨。门体上端设有吊耳,门体与吊耳的两接触面精加工之后用螺栓固定。吊耳的受力点靠近门体中心线,吊耳的销轴孔用镗床加工。为减少门体上下运行时的摩擦力,导轨和门框连接的接触部位精加工,用螺栓联接,并设有定位销防止错位。 (3)、门体、门框按 工作水头设计,其抗拉、抗压、抗剪强度的系数为5,传动丝杆的导向支撑间距与丝杆半径之比(柔度)不大于200。 (4)、门体、门框在厚度上留出2mm的腐蚀裕度,门体与门框导向槽间隙小于1.6mm。 (5)、 导轨用铸铁制作,导轨面加工成与门框一样的槽,并在平面上镶入青铜,减少门体上下运行时的摩擦力。导轨和门框连接的接触部位精加工,用螺栓联接,并设有定位销防止错位。 (6)、楔紧装置:为达到闸门的止水效果,闸门两侧设置楔块。楔块用锡青铜制成,用螺栓分别与门体和门框上的楔座固定,楔座铣成长孔,便于楔块的调整。当闸门的某一处止水效果不好时可局部调整楔块,当门体未关到位时或已到位而楔块尚未楔紧时,需调整全部楔块。 (7)、密封面:闸门的密封由侧向与底部、顶部四面组成,四周密封采用门框圆形铜合金密封条紧密贴合门板的结构形式,利用门体关闭时与之接触达到密封效果,在结构设计上保证整体密封良好。密封条采用铜合金经精密加工,密封条便于安装和更换。门板和门框的密封面采用轧制或挤压的铜合金条制成并经精密加工牢固地安装在经加工的门框及门板的槽中(密封座分别镶在经机加工的闸框和闸板上,用与密封座相同材料制作的沉头螺钉紧固,螺钉头部与密封座工作面一起精加工,其表面粗糙度不大于3.2μm,以保证在门框与门板的使用期间保持原位、不变形、不松动。门框和门板上经加工的凹槽在安装密封条之前涂一层防水粘接剂,以保证水密性。密封工作表面无划痕、裂纹和气孔等缺陷。闸门设置有可以调节的楔紧装置和强制密封装置,保证闸门关闭时,闸板与闸框的密封面紧密接触,闸框密封座与闸板密封座间隙小于0.1mm,闸板与闸框导向槽间隙小于1.6mm。密封座采用铜合金精密加工。 (8)、 丝杆由圆钢制成梯形螺纹,其精度达到7e级标准,螺纹长度比门体行程高度加长200mm,阀杆按 工作开闭力设计,其抗拉、抗压、抗剪强度的系数为不小于5,闸门处于关闭位置时,螺纹超出启闭机螺母50mm,丝杆总长度超过5000mm时,需作分段加工,其接头采用圆钢加工成内圆孔,并用圆钢铰制螺栓将丝杆和接头固定。接头用固定工装加工,可与相同规格的丝杆互换配合。丝杆总长度超过4000mm时,需增设轴导架,轴导架由铸铁衬套管安装在铸铁托架上组成,铸铁托架固定在池壁上,导管与托架都可在两个方向进行调节,丝杆下部焊有圆钢销套,用销轴与门体相连。 (9)轴导架:轴导架由铸铁衬套管安装在铸铁托架上组成,铸铁托架固定在池壁上,导管与托架可在两个方向进行调节,稳固丝杆的正常运行。 (10)、所有铸铁部件经过时效处理或高温回火处理,重要零部件采用树脂砂造型工艺。 (11)闸门的安装方式采用预埋钢板安装方式,预埋钢板与安装螺栓焊接后进行二次浇灌,使整个闸门安装牢固,不会预埋钢板处产生漏水现象。 (12) 闸门安装在墙壁上,为附壁式安装形式。门板一般设于迎水面,



使用与保养 1、闸门在启闭时注意闸板的上下极限位置,以免损坏闸门或启闭机。 2、闸门在启闭过程中如有异常情况应立即停止使用并及时检查处理。 3、闸门关闭时在距底面0.1米处,将闸门暂时停住1分钟,利用门底激流冲净底门槽内的杂物,然后再将闸门关闭。
@ 平面闸门门槽埋件安装工艺流程图
(2)埋件安装前准备工作 1.进行图纸审核(包括厂家指导),制定施工方案、质量保证措施以 埋件清点检查 施工准备 底坎测量控制点设置 底坎吊装就位、调整、加固 测量、检查、验收 混凝土回填 轨道(门楣)测量控制点设 轨道(门楣)吊装就位、调整、加固 节间连接 混凝土回填 补涂涂料 检查验收 复测 测量、验收 复测
技术支持:s797.com